
Theo Bộ Công Thương, giá trị của ngành công nghiệp khuôn mẫu, cơ khí chính xác tại Việt Nam hiện đạt khoảng trên 1 tỷ USD/năm. Đặc biệt, với tỉ lệ tăng trưởng 18%/năm, ngành này đang thu hút sự quan tâm của nhiều doanh nghiệp trong và ngoài nước. Đáng chú ý, doanh nghiệp Việt Nam chỉ làm 8,5% khuôn ép, còn lại là khuôn dập. Do đó, nhu cầu về khuôn mẫu cho sản xuất nhựa, cơ khí, chi tiết máy, linh kiện… để nâng cao chất lượng sản phẩm là rất lớn, giúp doanh nghiệp nội địa tăng năng lực tham gia chuỗi cung ứng toàn cầu.
Trong bối cảnh kỹ thuật khuôn mẫu đang được coi là một ngành kỹ thuật nòng cốt, là nền tảng của ngành công nghiệp sản xuất, việc phát triển và bồi dưỡng chuyên gia là vô cùng quan trọng. Hơn nữa, việc nâng cao năng lực về kỹ thuật khuôn mẫu chính là đã sở hữu một kỹ thuật sản xuất tiên tiến giúp tối ưu hóa chất lượng gia công sản phẩm đối với các tiêu chí đánh giá bằng thị giác hay xúc giác trên tất cả các sản phẩm ép nhựa, dập áp lực hay gia công chính xác, từ đó có thể đóng góp rất nhiều trong lĩnh vực sản xuất công nghiệp của Việt Nam đặc biệt là hoạt động sản xuất phần cứng cho các thiết bị điện tử hay cho ngành sản xuất xe máy, xe ô tô.
Ông Trương Thanh Hoài- Cục trưởng Cục Công nghiệp (Bộ Công Thương) nhìn nhận, với vai trò là công cụ sản xuất quan trọng trong rất nhiều lĩnh vực, khuôn mẫu luôn được ưu tiên áp dụng các công nghệ tiên tiến để đáp ứng nhu cầu cạnh tranh. Thêm vào đó, sự phát triển mạnh của các công nghệ mô phỏng cũng giúp rút ngắn quá trình đưa công nghệ mới vào thực tế sản xuất.
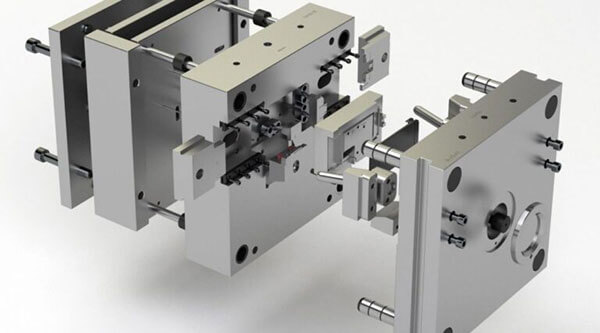
Là Tập đoàn sản xuất cơ khí và công nghiệp hỗ trợ quy mô lớn, THACO INDUSTRIES chú trọng đầu tư chế tạo khuôn mẫu, cung ứng đa dạng sản phẩm khuôn phục vụ nhiều lĩnh vực, ngành nghề khác nhau… THACO INDUSTRIES sản xuất đa dạng chủng loại khuôn như: Khuôn nhựa, khuôn dập, khuôn thổi, khuôn đùn, khuôn SMC, phục vụ đa lĩnh vực: Ô tô, công nghiệp, nông nghiệp, dân dụng… trong đó, khuôn nhựa có kích cỡ trung và lớn được xem là thế mạnh, bởi hầu hết đơn vị sản xuất khuôn tại Việt Nam còn hạn chế về quy mô, công nghệ, trang thiết bị nên chỉ gia công sản phẩm có kích thước nhỏ.
Làm chủ công nghệ sản xuất khuôn mẫu giúp THACO INDUSTRIES chủ động trong sản xuất kinh doanh, hoàn thiện chuỗi giá trị theo mô hình All-in-one (cung cấp giải pháp trọn gói từ nghiên cứu và phát triển sản phẩm đến gia công, chế tạo, sản xuất, lắp ráp, chuyển giao vận hành và bảo trì), góp phần gia tăng năng lực cạnh tranh khi tham gia vào chuỗi cung ứng toàn cầu.

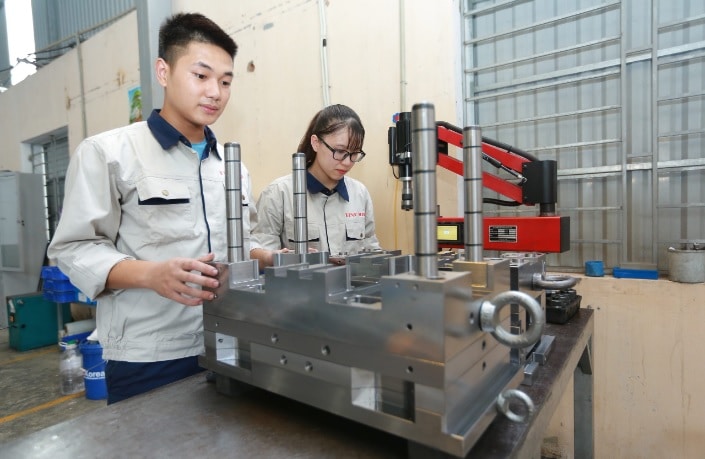
Tuy nhiên tại thời điểm này, hạn chế về năng lực công nghệ, thiếu hụt nguồn nhân lực chất lượng cao là một trong những khó khăn mà các doanh nghiệp ngành cơ khí khuôn mẫu hiện nay đang phải đối mặt. Trong khi đó, số lượng kỹ sư được đào tạo ra trường hàng năm còn ít và không thể làm việc được nếu không được đào tạo lại.
Bên cạnh đó, bối cảnh kỹ thuật khuôn mẫu đang được xem là công nghệ lõi, là nền tảng của ngành công nghiệp sản xuất, việc phát triển và bồi dưỡng chuyên gia là vô cùng quan trọng. Nâng cao năng lực về kỹ thuật khuôn mẫu chính là đã sở hữu một kỹ thuật sản xuất tiên tiến giúp tối ưu hóa chất lượng gia công sản phẩm đối với các tiêu chí đánh giá bằng thị giác hay xúc giác trên tất cả các sản phẩm ép nhựa, dập áp lực hay gia công chính xác. Từ đó có thể đóng góp rất nhiều trong lĩnh vực sản xuất công nghiệp của Việt Nam, đặc biệt là hoạt động sản xuất phần cứng cho các thiết bị điện tử.
Theo Cục Công nghiệp, để nâng cao năng lực chế tạo và làm chủ công nghệ khuôn mẫu cho doanh nghiệp, từ năm 2020 đến nay, Bộ Công Thương hợp tác với Samsung Việt Nam triển khai nhiều chương trình thiết thực, hiệu quả, góp phần nâng cao năng lực của ngành công nghiệp hỗ trợ tại Việt Nam. Trong đó, có Chương trình hợp tác với Samsung đào tạo chuyên gia tư vấn lĩnh vực nghiệp hỗ trợ; Chương trình “Tổ chức tư vấn, hỗ trợ kỹ thuật để cải tiến sản xuất tại các doanh nghiệp Việt Nam trong lĩnh vực công nghiệp hỗ trợ và sản xuất sản phẩm hoàn chỉnh”…
Đáng chú ý, trong năm 2023, Trung tâm Hỗ trợ phát triển công nghiệp IDC (Cục Công nghiệp) hợp tác cùng Viện Kitech Hàn Quốc chủ trì thực hiện đề án “Hỗ trợ đào tạo nâng cao kỹ năng thiết kế, lập trình gia công khuôn mẫu ứng dụng công nghệ CAD/CAM/CAE-CNC và Đo kiểm cho kỹ thuật viên trong lĩnh vực công nghiệp hỗ trợ và công nghiệp chế biến và chế tạo” trong khuôn khổ Chương trình phát triển công nghiệp hỗ trợ năm 2023 với 3 khóa đào tạo. Đề án được kỳ vọng sẽ mang lại nhiều giá trị thiết thực, góp phần nâng cao nguồn nhân lực khuôn mẫu, tăng khả năng tiếp cận chuỗi sản xuất toàn cầu cho các doanh nghiệp công nghiệp hỗ trợ của Việt Nam.























{kind=link}
{kind=link}